



±ΨΑφΉν–¬Ή ―ΕΗϋΕύ>>

- ΓΨΆΦΈΡΩλ”ΓΓΩ…η... ΆΦΈΡΩλ”ÔëΑ…η±ΗΘΚΒγΡ‘ΓΔ…®Οη“«(”–ΧθΦΰΩ…“‘…œA3ΒΡ......
ΉήΑφΉν–¬Ή ―ΕΗϋΕύ>>

- Τσ“Β–ϊ¥Ϊ≤α”ΓΥΔ... Τσ“Β–ϊ¥Ϊ≤α”ΓΥΔ––“ΒΖΔ’Ι«ς Τ‘ΎΒ±Ϋώ’βΗω–≈œΔ±§’®ΒΡ ±......

ΫΚΙθΦ”ΙΛΖΫ ΫΦρΫι
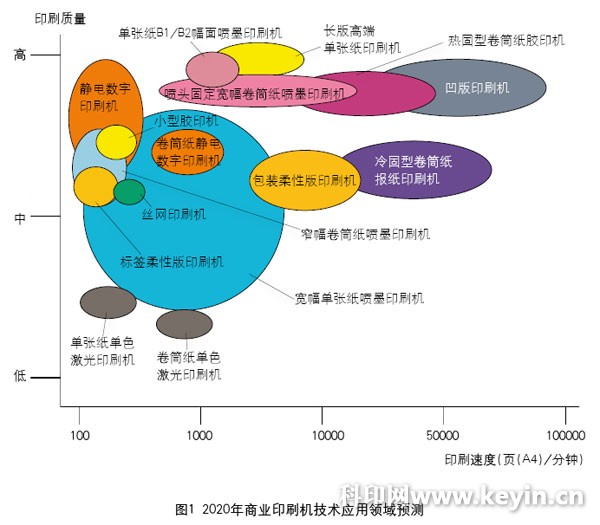
ΓΓΓΓ»α–‘Αφ”ΓΥΔ“―Ψ≠≥…ΈΣΑϋΉΑ”ΓΥΔΒΡ“Μ÷÷÷ς“Σ”ΓΥΔΖΫ ΫΘ§»αΑφ”ΓΥΔΤΖ’Φ»ΪΟάΑϋΉΑ”ΓΤΖΒΡ75ΘΞΘ§≤ζ÷ΒœύΒ±”Ύ900“ΎΟά‘ΣΘ§»ΥΟ«≤Μ‘Ό»œΈΣ»αΑφ”ΓΥΔ÷ΜΡή”Γ“Μ–© ΒΒΊ”κ¥÷ΆχœΏΒΡΒΆΒΒ”ΓΤΖΓΘΕ‘”ΓΥΔ’Ώά¥ΥΒΘ§»αΑφ”ΓΥΔ”κΫΚ”ΓΓΔΑΦ”Γœύ±»ΜΙ”–“ΜΗωΉν¥σΒΡ≤ν±πΘ§Ρ«ΨΆ «»α”Γ Ι”ΟΒΡ «Υ°Μυ”ΆΡΪΓΘΥφΉ≈±ΘΜΛΜΖΨ≥ΒΡΚτ…υ»’“φΗΏ’«Θ§»α–‘Αφ”ΓΥΔΒΡ”≈ Τ”ζά¥”ζΟςœ‘ΓΘ

ΓΓΓΓΆχΈΤΙθ(anilox roll) «Ηχ»α–‘ΑφΕ®ΝΩ¥ΪΡΪΒΡΜζΙΙΘ§Τδ±μΟφ «”…Έό ΐ¥σ–Γ“Μ÷¬ΓΔΖ÷≤ΦΨυ‘»ΒΡΑΦΩΉΦ¥Άχ―®(”÷≥Τ“Ή≈ΡΪΩΉ”)Ήι≥…Θ§”ΆΡΪΆ®Ιΐ’β–©ΑΦΩΉ±Μ¥ΪΒίΒΫ”ΓΑφ…œΘ§“ρ¥ΥΘ§ΆχΈΤΙθ «»α–‘Αφ”ΓΥΔΜζΒΡ“–Ρ‘ύ”ΓΘ
ΓΓΓΓΙω―ΙΖ®ΘΚΙω―ΙΖ®Φ”ΙΛΆχ―®”κΤ’Ά®ΙωΜ®άύΥΤΘ§ΙωΒΕΧε±μΟφ«–œς≥ω’ΐΖ¥¬ί–ΐœΏΘ§–Έ≥…”κΥυ“Σ«σΒΡΆχΈΤΙθΆχ―®Ε‘”ΠΒΡΆΙΤπΆχΒψΘ§‘Ύ≥Β¥≤…œ ΙΙωΒΕ”κ¥ΐΦ”ΙΛΒΡΆχΈΤΙθΙθΧεΚœ―ΙΕ‘ΙωΘ§Φ¥Ω…άδ‘ΰΆξ≥…Άχ―®ΒΡΦ”ΙΛΓΘ
ΓΓΓΓΒγΉ”ΒώΩΧΖ®ΘΚ”κΑΦ”ΓΙωΆ≤ΒΡΒγΉ”ΒώΩΧΖΫΖ®‘≠άμάύΥΤΓΘ
ΓΓΓΓ’βΝΫ÷÷Φ”ΙΛΖΫΖ®Θ§Υυ≤…”ΟΒΡΗ÷÷ ΙθΧε“ΜΑψΕΦ“ΣΕΤΆ≠Θ§Έό¬έ «Ιω―ΙΜΙ «ΒγΉ”ΒώΩΧΕΦ‘ΎΆ≠≤ψ…œΫχ––ΓΘ
ΓΓΓΓΦ”ΙΛΆξ≥…ΚσΘ§ΜΙ“Σ‘ΎΆχΈΤΙθ±μΟφΕΤ…œ“Μ≤ψΗθΜρΧ’¥…Θ§÷ς“Σ «ΧαΗΏΆχΈΤΙθΒΡΡΆΡΞ–‘Θ§ΕΤΗθ≤ψ“ΜΑψΚώΕ»ΈΣ12.7ΓΪ17.78ΈΔΟΉΘ§≈γΆΩΧ’¥…ΒΡΚώΕ»ΈΣ25.4ΓΪ30.48ΈΔΟΉΘ§’βΝΫ÷÷ΖΫΖ®–Έ≥…ΒΡΆχΈΤΙθΖ÷±π±Μ≥ΤΈΣΫπ τΕΤΗθΆχΈΤΙθΚΆ≈γΆΩΧ’¥…ΆχΈΤΙθΓΘ
ΓΓΓΓΦΛΙβΒώΩΧΖ®ΘΚ «”Π”ΟΦΛΙβ χΉςΈΣΕ·ΝΠΕ‘ΆχΈΤΙθ±μΟφΫχ–– ¥ΩΧΦ”ΙΛΓΘΆχΈΤΙθ‘ΎΦΛΙβΒώΩΧ÷°«ΑΘ§œ»”ΟΒ»άκΉ”ΒΡΖΫΓΓΖ®Θ§ΫΪΫπ τ―θΜ·Έο(A12O3ΓΔCr2O3ΜρΖ·ΆΝ-ν―)»έΜ·ΓΔ≈γΆΩ‘ΎΫπ τΙθ±μΟφΘ§–Έ≥…άΈΙΧΓΔ÷¬ΟήΒΡΧ’¥…±ΓΡΛΘ§»ΜΚσ”ΟΦΛΙβΒώΩΧΘ§ΦΛΙβΒΡΗΏΡήΝΩ ΙΧ’¥…ΤϊΜ·’τΖΔΘ§“Τ≥ωΆχ―®ΓΘ≤…”Ο’β÷÷Φ”ΙΛΖΫΖ®–Έ≥…ΒΡΆχΈΤΙθ≥Τ÷°ΈΣΧ’¥…ΆχΈΤΙθΓΘ
ΓΓΓΓΜζ–ΒΒώΩΧΆχΈΤΙθΒΡΒώΩΧœΏ ΐΉνΗΏΡή¥οΒΫ500œΏΘ·”Δ¥γΘ§ΕχΦΛΙβΒώΩΧΆχΈΤΙθΉνΗΏΩ…¥ο1200œΏΘ·”Δ¥γΘ§ΫœΗΏΒΡΆχœΏ ΐΩ…“‘–Έ≥…Ηϋ±ΓΓΔΗϋΨυ‘»ΒΡΡΪΡΛΘ§ΡήΙΜΦθ…ΌΆχΒψά©¥σΘ§Ω…“‘¬ζΉψΨΪœΗ”ΓΥΔΒΡ“Σ«σΓΘΧ’¥…ΆχΈΤΙθ «œ÷‘ΎΉνΤ’±ι≤…”ΟΒΡΆχΈΤΙθΓΘ
ΓΓΓΓΫπ τΕΤΗθΆχΈΤΙθΒΡΡΆ”Γ¬ ΈΣ1000ΓΪ3000Άρ¥ΈΘ§‘λΦέ±»ΫœΒΆΘ§”…”ΎΕΤ≤ψΧΪ±ΓΘ§Υυ“‘ΦΪ“ΉΡΞΥπΘ§ΡΞΥπΚσΆχ―®ΧεΜΐΖΔ…ζ±δΜ·Θ§”Αœλ”ΓΥΔ÷ ΝΩΓΘΧ’¥…ΆχΈΤΙθΡΆΡΞ–‘ΗΏ≥ωΕΤΗθΙθ20ΓΪ30±ΕΘ§Ω…¥ο4“Ύ”Γ¥ΈΘ§”…”ΎΡΆΡΞ–‘ΚΟΘ§Ω… Ι”ΟΙΈΒΕΉΑ÷ΟΓΘ
ΓΓΓΓΆχΈΤΙθΆχ―®ΒΡΧΊ’ς≤Έ ΐ
ΓΓΓΓΆχΈΤΙθœΏ ΐΘΚΆχΈΤΙθ÷αœρΖΫœρ…œΒΞΈΜ≥ΛΕ»ΡΎΆχ―®ΒΡΗω ΐΘ§Ά®≥Θ”Ο“œΏΘ·”Δ¥γ”±μ ΨΓΘΆχΈΤΙθΒΡœΏ ΐ”κ”ΓΥΔΤΖΦ”ΆχœΏ ΐΒΡ±»άΐΈΣ1ΓΟ3.5Μρ1ΓΟ4±»ΫœΚœ ΓΘ
ΓΓΓΓάΐ»γΘ§≥Θ”ΟΒΡΧ’¥…ΆχΈΤΙθΒΡœΏ ΐ «ΘΚ ΒΒΊΑφ250ΓΪ400œΏΘ·”Δ¥γΘ§ΈΡΉ÷œΏΧθΑφ400ΓΪ600œΏΘ·”Δ¥γΘΜΆχΡΩΒςΑφ550ΓΪ1000œΏΘ·”Δ¥γΓΘΤδ÷–550-800œΏΘ·”Δ¥γ ”Ο”ΎΦ”ΆχœΏ ΐΈΣ133ΓΪ150œΏΘ·”Δ¥γΒΡ”ΓΤΖΘΚ700ΓΪ1000œΏΘ·”Δ¥γ ”Ο”ΎΦ”ΆχœΏ ΐΈΣ175œΏΘ·”Δ¥γΒΡ”ΓΤΖΓΘ
ΓΓΓΓΆχΩΉΩμΕ»ΘΚΆχ―®±μΟφΒΡΩΣΩΎΩμΕ»ΓΘ
ΓΓΓΓΆχΩΉ±ΎΕΞΦδΨύΆχ―®÷°Φδ«Ϋ±ΎΕΞ≤ΩΒΡΩμΕ»ΓΘ
ΓΓΓΓΆχ―®ΩΣΩΎΕ»ΘΚΆχ―®ΒΡ…νΕ»”κΆχΩΉΩμΕ»ΒΡΑΌΖ÷±»Θ§Ά®≥Θ‘Ύ23ΘΞΓΪ33ΘΞ÷°ΦδΘ§ΉνΦ―ΈΣ28ΘΞΓΘ
ΓΓΓΓΆχΈΤΙθΒΡ»ίΜΐΆχΈΤΙθ‘Ύ’ΐ≥ΘΧθΦΰœ¬Θ§ΒΞΈΜ±μΟφΜΐΩ…»ίΡ…ΒΡ”ΆΡΪΝΩΘ§ΒΞΈΜΈΣBCMΘ·in2( °“ΎΝΔΖΫΈΔΟΉΟΩΤΫΖΫ”Δ¥γ)ΓΘ“ΜΑψΆχΈΤΙθΒΡœΏ ΐ‘ΫΗΏΘ§Τδ÷ϋΡΪΝΩ‘Ϋ…ΌΘ§¥ΪΒίΒΡ”ΆΡΪ‘ΫΨυ‘»Θ§±μ1 «ΆχΈΤΙθœΏ ΐ”κΤδ÷ϋΡΪΝΩ÷°ΦδΒΡΙΊœΒΓΘ
ΓΓΓΓΆχΈΤΙθΫ«Ε»Άχ―®ΒΡ≈≈Ν–ΖΫœρ”κ÷αœΏΖΫœρΒΡΦ–Ϋ«Θ§Ά®≥Θ”–60Ε»ΓΔ45Ε»ΚΆ30Ε»ΓΘ
ΓΓΓΓΆχ―®ΒΡ–ΈΉ¥ΘΚ≤ΜΆ§ΒώΩΧΫ«Ε»ΒΡΆχ―®–ΈΉ¥ «≤ΜΆ§ΒΡΘ§45Ε»Ϋ«ΒΡΆχ―®≥ Ήξ ·–Έ(Diamond-Shaped)Θ§Εχ30Ε»Μρ60Ε»Ϋ«ΒΡΆχ―®ΈΣΫτ¥’ΒΡΖδ≥≤–Έ(Hexagon-Shaped)ΓΘ
ΓΓΓΓ60Ε»ΒώΩΧΫ«Ε»ΡΩ«ΑΦΗΚθ“―Ψ≠≥…ΈΣ“ΒΫγ±ξΉΦΘ§60Ε»Άχ―®Ϋ«Ε»ΒΡΆχΈΤΙθ”–»γœ¬ΧΊΒψΘΚ
ΓΓΓΓΆχ―®≥ Ζδ≥≤–ΈΘΚΟέΖδ“άΨί±ΨΡή÷ΰ≥…ΒΡΖδ≥≤”ΠΗΟ «÷ϋ¥φΝΩΉν¥σΒΡΓΘ
ΓΓΓΓΆχ―®ΗϋΫτ¥’ΘΚΆχ―®ΦδΒΡΆχ«Ϋ±δ±ΓΘ§‘ΎΆ§œΏ ΐœ¬Θ§ΒΞΈΜΟφΜΐΡΎΒΡΆχ―® ΐ±»45Ε»ΒΡΕύ≥ωΫϋ15ΘΞΓΘ
ΓΓΓΓΆχ―®ΒΡ…νΕ»Ήω«≥ΘΚ”…”ΎΒΞΈΜΟφΜΐΡΎΆχ―® ΐΗϋΕύΘ§Ω…“‘Α―Άχ―®ΒΡ…νΕ»Ήω«≥Θ§±Θ≥÷ΝΦΚΟΒΡ ΆΡΪΝΩΘ§Ζά÷Ι”ΆΡΪ≥ΝΜΐ‘ΎΆχ―®Θ§Φθ…Ό“±ΏΫ«–ß”Π”Θ§Άχ―®«≥Ά§―υ“≤”–άϊ”ΎΆχΈΤΙθΒΡ«εœ¥ΓΘ
ΓΓΓΓ±ήΟβ“Ά®Βά”–ß”ΠΘΚ”…”ΎΆχ―®±ΏΫγ≤Μ‘ΎΥ°ΤΫΖΫœρ…œΘ§“ρ¥Υ±ήΟβΝΥ30Ε»ΒώΩΧΫ«ΒΡ“Ά®Βά”–ß”ΠΓΘ
ΓΓΓΓ±Θ÷ΛΆχΈΤΙθ÷ ΝΩΒΡ“Μ÷¬–‘ΘΚ60Ε»Ϋ«“≤ «ΆχΈΤΙθ…ζ≤ζ…Χ»ί“ΉΩΊ÷ΤΒΡΒώΩΧΫ«Ε»Θ§Ω…“‘ΚήΚΟΒΊ±Θ÷ΛΆχΈΤΙθ÷ ΝΩΒΡ“Μ÷¬–‘ΓΘ
ΓΓΓΓ30Ε»ΒώΩΧΫ«ΒΟΒΫΒΡΆχ―®“≤ «≥ Ζδ≥≤–ΈΘ§“ΜΑψΩ…“‘»œΈΣ30Ε»ΚΆ60Ε» «Ω…“‘ΜΞΜΜΒΡΓΘ ΒΦυ±μΟςΘ§30Ε»Άχ―®Ϋ«Ε»Ω…“‘Φθ…Ό”ΓΥΔ÷–ΒΡ“’κ―έΙ ’œ”Θ§≤ΜΙΐΡΩ«Α30Ε»ΚΆ45Ε»ΒΡΆχΈΤΙθ÷ς“Σ”Ο”Ύ…œΙβΚΆΆΩ≤ΦΓΘ
œύΙΊ»»Ο≈Υ―ΥςΘΚ ΫΚΙθΦ”ΙΛ
…œ“ΜΤΣΘΚœξΫβ”ΓΥΔΙΛ“’÷–ΒΡUVάδΧΧ”ΓΦΦ θ
œ¬“ΜΤΣΘΚ”Γ«ΑΖάΈ±…ηΦΤΚΆ”ΓΚσΖάΈ±Φ”ΙΛ
- …œΚΘΚάΚΧ”ΓΈώ”–œόΙΪΥΨΩ·Β«¥ΥΈΡ(ΫΚΙθΦ”ΙΛΖΫ ΫΦρΫι)÷ΜΈΣ¥ΪΒί–≈œΔΘ§≤Δ≤Μ±μ Ψ‘όΆ§Μρ’ΏΖ¥Ε‘Ής’ΏΙέΒψΓΘ
- »γΙϊ¥ΥΈΡ(ΫΚΙθΦ”ΙΛΖΫ ΫΦρΫι)ΡΎ»ίΗχΡζ‘λ≥…ΝΥΗΚΟφ”ΑœλΜρ’ΏΥπ ßΘ§±Ψ’Ψ≤Μ≥–ΒΘ»ΈΚΈ‘π»ΈΓΘ
- »γΙϊ¥ΥΈΡ(ΫΚΙθΦ”ΙΛΖΫ ΫΦρΫι)ΡΎ»ί…φΦΑΑφ»®Έ ΧβΘ§«κΦΑ ±”κΈ“Ο«»ΓΒΟΝΣœΒΓΘ
 31010402001418Κ≈
31010402001418Κ≈